






关键词 |
无气焊接自保护药芯焊丝 |
面向地区 |
材质 |
合金钢 |
自保护堆焊耐磨药芯焊丝
自保护堆焊耐磨药芯焊丝为抗低应力磨料磨损用耐磨堆焊药芯焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
焊丝配方特,熔敷率高,无飞溅。成型好,焊缝质量。采用的明弧焊接技术,焊前无需预热,焊后无需热处理,工艺简单。修复成本能降低。被广泛应用于电力、水泥、钢铁、矿山、石油、化工、铁路、阀门、制糖、船舶等行业。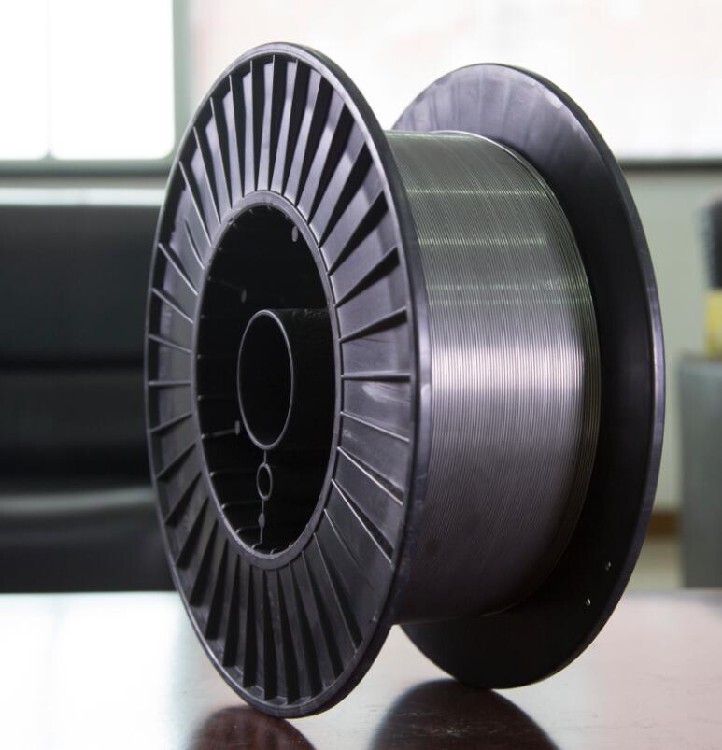
主要用于新辊的制造及旧辊的修复。
焊条类直径(mm)1.21.6 包装形式:盒装
单件重量:15公斤 堆焊层硬度(HRC)
焊接电流(A) 80~120 120~160 160~200CO2气保护药芯焊丝直径(mm)1.6包装形式:真空层绕盘装单件重量:15公斤ZD2:35ZD3:55ZD310:60焊接电流(A)220~350焊接电压(V)25~35气体流量(L/min)15~20埋弧焊药芯焊丝直径(mm)4.0包装形式:真空层绕盘装单件重量:30~40公斤
焊接电流(A)400~550焊接电压(V)26~32焊接速度(mm/min)~400
注意事项
施焊前,焊条须经250~350℃烘焙1~2h,随烘随用;
焊前对焊件清除铁锈、油污、水份等杂质;
对大、厚件、露天作业等,工件需250℃~300℃预热,焊后缓冷;
埋弧焊药芯焊丝ZD1、ZD2采用HJ431焊剂,焊前焊剂HJ431应烘干250℃1h;ZD3采用107焊剂,焊前焊剂107应烘干300℃1h。
针对冷轧辊堆焊修复技术,采用固本自制耐磨药芯焊丝进行Cr5钢试板焊接试验耐磨药芯焊丝在Cr5钢板上堆焊,其堆焊工艺过程稳定,焊后堆焊层无裂纹、飞溅、咬边等缺陷,焊道表
针对冷轧辊堆焊修复技术,采用固本自制进行Cr5钢试板焊接试验,通过组织分析和性能测试,得到如下结论:
(1)耐磨药芯焊丝在Cr5钢板上堆焊,其堆焊工艺过程稳定,焊后堆焊层无裂纹、飞溅、咬边等缺陷,焊道表面平整美观;(2)堆焊层金属组织以奥氏体组织为基体,硬质相颗粒弥散分布在基体中,组织均匀细小,堆焊层平均硬度为HRC59,略Cr5钢的;(3)利用Cr5钢球检测堆焊试样耐磨性能,堆焊金属失质量小于Cr5钢球的,堆焊试样的耐磨性能优于Cr5钢的,证明使用耐磨药芯焊丝修复冷轧辊具有一定可行性。
一、KB-190耐磨药芯焊丝
高铬型耐磨焊丝,具有良好的韧性,可用于多层堆焊。
二、耐热钢系列药芯焊丝
1、DY-YR302(Q)钛型渣系的药芯焊丝,适用于1Cr-0.5Mo和1.25Cr-0.5Mo耐热钢的焊接用,广泛用于锅炉压力容器行业。
2、DY-YR312(Q)适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业。
3、DY-YR317(Q)碱性渣系药芯焊丝。适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能。
4、DY-YR402(Q)用于2.25Cr-1Mo耐热钢焊接。
三、不锈钢用气保护焊药性焊丝
1、DY-YA308(Q)18%Cr-8%Ni不锈钢焊接用。
2、DY-YA308L(Q)低碳18%Cr-8%Ni不锈钢焊接用。
3、DY-YA309(Q)异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用。
4、DY-YA316(Q)18%Cr-12%Ni不锈钢焊接用。
四、气保护堆焊药芯焊丝
1、DY-YD350(Q)广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.
2、DY-YD450(Q)适于堆焊耐土砂磨损和耐金属间磨损的部件,HR5.
3、DY-YD600(Q)广泛用于耐土砂磨损的部件,HRC55-60.
五、埋弧堆焊药芯焊丝
1、DY-YD14(M)主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.
2、DY-YD224B(M)主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.
3、DY-YD420(M)含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损。适用于连铸辊、蒸汽阀、楔形阀、安全阀等部件的硬面堆焊。
4、DY-YD423(M)用于较高温度下的热轧辊和连铸辊的硬面堆焊,该堆焊层具有优良的耐腐蚀、耐磨损和耐热冲击性能,HR5-48.
坡口角度很小的埋弧焊称为窄间隙埋弧焊。窄间隙埋弧焊的坡口面角一般为1-3,在耐磨药芯焊丝进行窄间隙埋弧焊过程中,坡口面角随着焊缝收缩也相应地缩小到接近零度,使坡口变成具有一定宽度的间隙,此间隙宽度略大于导电嘴的宽度。窄间隙埋弧焊一般焊接大直径耐磨药芯焊丝,大直径为35mm,间隙尺寸为9-18mm。
窄间隙埋弧焊具有下列优点:
(1)坡口窄小,熔敷金属量小,节省焊丝、焊剂、电能和工时。
(2)焊头自动跟踪焊缝,与一般埋弧自动焊相比,可避免人工调节焊头偏差引起的焊接缺陷,所以窄间隙埋弧焊性能可靠确保焊接质量。
(3)窄间隙埋弧焊采用脱渣性好的细颗粒焊剂,自动回收焊剂,焊工避免清渣和筛选焊剂的工序。
(4)窄间隙埋弧焊采用线能量较小的焊接规范,改善了耐磨药芯焊丝的焊接接头的力学性能。
(5)由于坡口窄小,使焊接应力小和焊接接头综合力学性能良好,提高了焊丝焊接接头的抗裂性能。
(6)由机械操作过渡到自动控制,使焊工操作条件提高到一个新水平。
在焊接材料当中,算是根据科学技术而发展起来的,不锈钢药芯焊丝的工艺性能,在焊接当中的焊接质量和对各种金属材料适应性等方面于实心焊丝,所以说不锈钢药芯焊丝药芯焊丝在焊接行业中运用的是为广泛的,所以发展迅速从而再焊材方面慢慢的取代了实心焊丝的很多优势。
先不锈钢药芯焊丝汇集了不锈钢药芯焊丝实心焊丝和电焊条各自的优点和避免了各自的缺点而发展的起来的,同时也是伴随着时代的发展,伴随着科学技术而不断发展起来的,因此选用不锈钢药芯焊丝药芯焊丝的原则与前面对两种焊接材料所说的选用原则是不相同的,如果对承载结构应按等强度的原则选用从而焊接接头强度与母材相一致的情况之下,对于大型刚性结构安等韧性原则选用以防止可能产生底应力的脆性破坏,某些刚强度合金钢宜按底强匹配原则选用,从而改善焊接工艺性能,对要求焊缝金属与母材同质的时候,则助于熔敷金属化学成分于母材基本相近,重要的焊接结构,应选用抗裂性和韧性好的碱性药芯焊丝等。
此外,在选用药芯焊丝的时候,要其注意保护方式,通常自保护焊丝在焊接过程当中焊缝金属受大气污染是较大的,其焊接质量比外加其他保护焊要低一些,而外加气体保护焊中的混合气体因为改善了工艺性能,其焊接质量又比只用二氧化碳气体保护的好一些,所以重要焊接结构,需要得到混合气体的保护。
不锈钢药芯焊丝药芯焊丝在我国不断发展,同时在伴随科技在不断创新当中,对于要信焊丝使用,先要注意在工艺上不锈钢药芯焊丝药芯焊丝和不锈钢药芯焊丝实心焊丝的异同,以及药芯焊丝中外加气体保护焊和自保护焊的区别,其次需要注意要信焊丝自身的药芯类型和焊接的时候的一些特点。
| 主营行业:焊丝 |
| 公司主营:气保焊丝,药芯焊丝,铝焊丝,不锈钢焊丝 |
| 主营地区:常州 |
| 企业类型:个体经营 |
| 注册资金:人民币1500万 |
| 公司成立时间:2010-01-01 |
| 员工人数:5 - 10 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 最近年检时间:2024年 |
| 登记机关:常州市金坛区市场监督管理局 |
| 年营业额:人民币 10 万元/年以下 |
| 年出口额:人民币 10 万元/年以下 |
| 年进口额:人民币 10 万元/年以下 |
| 经营范围:焊接材料、焊接设备、焊割配件的制造、销售;五金工具、铝制品、塑料制品、复合材料的销售;自营和代理各类商品及技术的进出口业务。(依法须经批准的项目,经相关部门批准后方可开展经营活动) |
| 是否提供OEM:是 |
| 公司邮编:213000 |
| 公司电话:0519-85800008 |
潍坊本地无气焊接自保护药芯焊丝热销信息


