





关键词 |
注塑机快速换模系统 |
面向地区 |
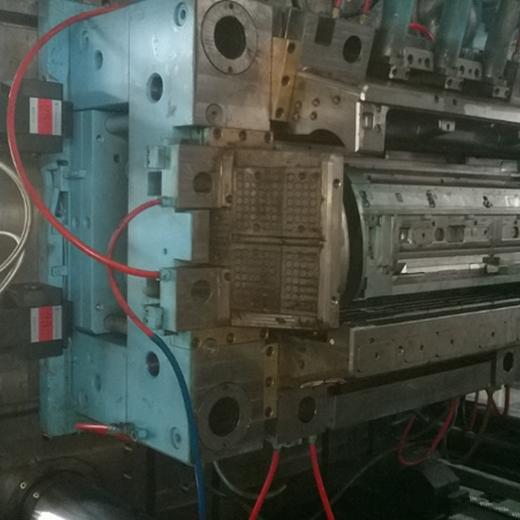
初期的迅速换模系统是机械旋拉式,该系统的特的地方是生产模型背部核心夹紧,适合使用于中小规模注塑机,其机械结构对于其它类型的来比显得稍微复杂,夹紧力在生产模型背板后部核心部位。所以它易于外部管路的插接却不适合在现存设施的运用安装,随着时间的推移。
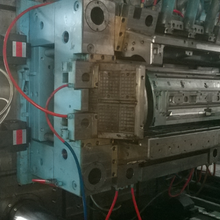
磁能吸盘式是 这一年时间内来进展迅猛、被欧美工业发达国家广为接纳和取纳的快速换模系统,该系统的特的地方是结构十分简单,不论什么机械夹紧元件和动作,在生产模型背板与吸盘磁极的接触面上,无论是心部还是周边,所有由长久磁能夹紧,适合使用于多种形式和规格的注塑机。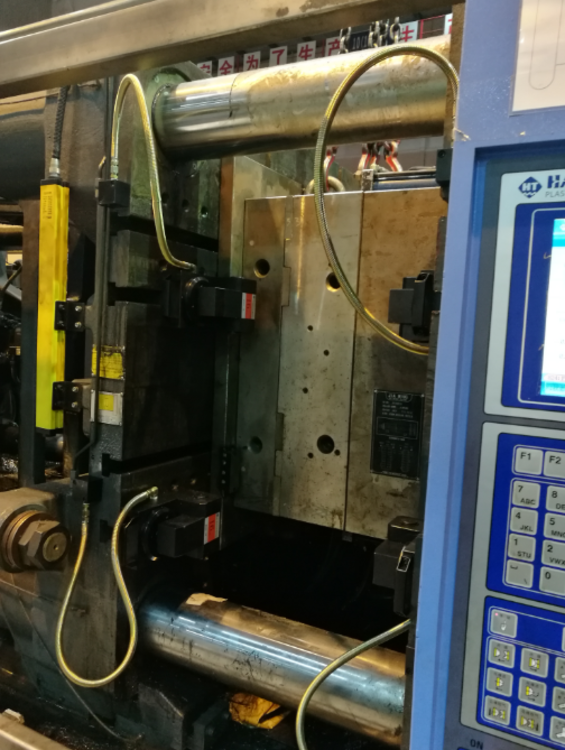
磁通量检测;快速换模系统充磁时,控制器对充磁强度进行实时检测,只有充磁强度达到安全值时,控制系统才报充磁成功信号,否则报故障信号。充磁成功后和注塑过程中,磁通量检测传感器实时对磁吸盘与模具之间的磁通量进行检测,只要磁通量出现微量的降低,快速换模系统即能迅速发出故障报警信号,并停止注塑机的自动运行。磁通量检测传感器分布于电永磁吸盘的多个区域。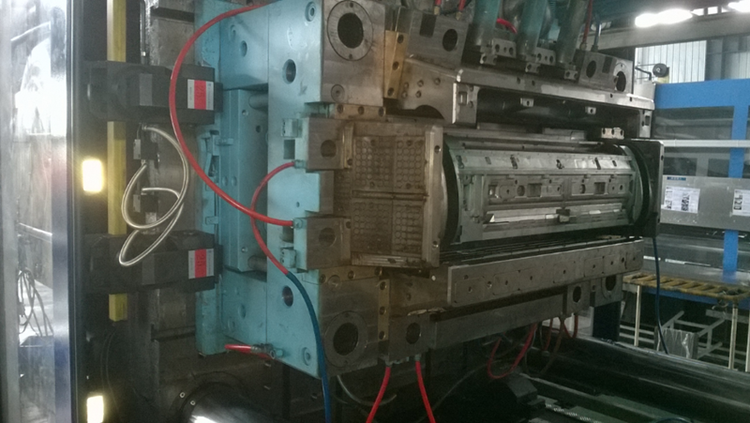
充磁电流强度检测;电永磁吸盘进行充退磁动作时,控制系统对充退磁的脉冲电流进行检测,只有达到要求值后,才报充退磁成功信号。
模具错动检测;模具错动传感器在注塑状态下实时检测模具的位置,当模具的位置有轻微滑动时,控制系统即能迅速报出故障信号,并停止注塑机的自动运行。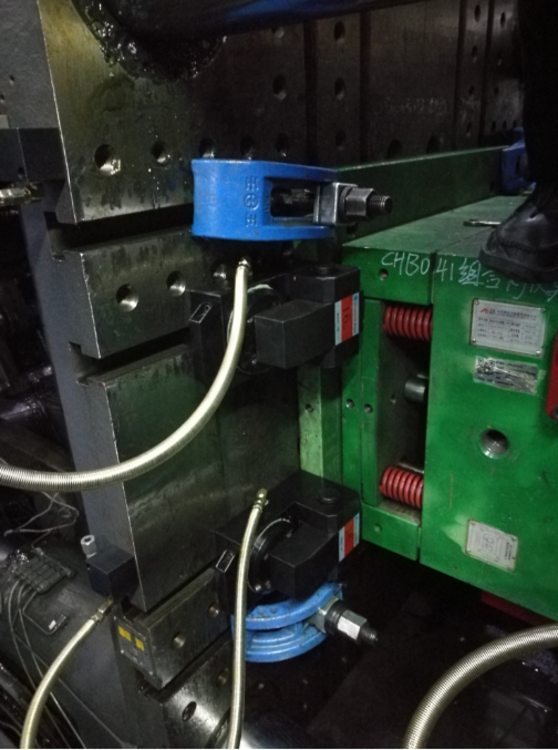
快速换模系统与注塑机系统联锁控制; 采用联锁控制,快速换模系统只有在各检测信号均正常,动静模均充磁成功后,并将钥匙开关旋转至注塑状态下,才允许注塑机的自动运行,任意一个故障信号出现或是切换至换模状态,都会及时停止注塑机的自动运行
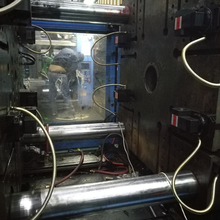
HQMCS液压快速换模系统是利用气动泵浦产生高油压,液压油进入与夹模器相连接的油路,推动夹模器的活塞及杠杆机构工作,实现对模具的快速夹持,利用系统泄压回流,快速释放夹模器实现快速卸模,从而缩短上下模具时间,液压快速换模系统对系统密封性要求