关键词 |
阜新冷弯成型机械设备,出售冷弯成型机械设备,供应冷弯成型机械设备,供应冷弯成型机械设备 |
面向地区 |
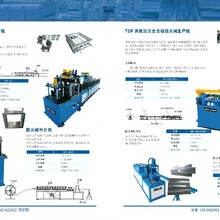
冷弯成型机(英文名称: [1]Cold Roll Forming Machine)、钢珠滑轨机轧辊设计制造特点: 1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。 2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。 3、轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。 4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆
在操作冷弯成型机时,需要确保设备处于正常状态,并清理工作环境。然后,根据要求的成型形状,调整好设备的刀具和辅助装置。接下来,将待加工的金属板材放置在设备上,并穿戴好个人安全防护装备。按下启动按钮后,设备开始工作,根据指示线和标记线对齐刀具,慢慢进行弯曲成型。操作完成后,停止设备的工作。
生产方式 分为从单张板材弯成单件型材的单张生产方式、以整卷带材为原料生产型材的成卷生产方式和以卷材为原料并将其头尾对焊在一起的连续生产方式等3种。连续生产方式由于产品尺寸精度好、生产率高而得到更多的发展。连续冷弯型钢的典型设备组成及布置如图3所示。无论哪种生产方式,其整个工艺过程均分为原料准备、成形和精整3个阶段。 一般开式冷弯型材工艺流程为: 带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→矫直→切断→检查收集→打捆→称重→入库。 闭式冷弯型材工艺流程为:带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→高频焊接→除毛刺→冷却→矫直→切断→检查收集→打捆→称重→入库。 如在生产线上增加冲孔、压痕、扭弯等附加工序,就可生产出各种异形冷弯型材。
潍坊本地冷弯成型机械设备热销信息